


产品别名 |
耐磨钢板切割钻孔机加工,耐磨板钻孔,耐磨钢板机加工,耐磨板切割 |
面向地区 |
全国 |
产地/厂家 |
宝钢 |
用途 |
机械制造 |
质量等级 |
D级 |
执行标准 |
国标 |
计重方式 |
过磅 |
公司代理韩国浦项的POSMAC镀铝镁锌板,仓库现货3000余吨,从厚度0.7-3.0mm现货直发,可以进行开平分条等加工配送,也可以按需定轧期货。
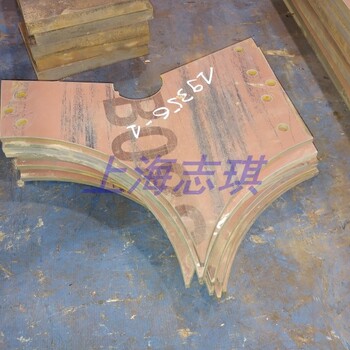
切割加工部主要设备: 火焰、等离子、激光切割机,数控加工中心、大型镗洗床、龙门铣床、数控车床、数控折弯机、摇臂钻床、压力机、卷圆机,焊接机器人、焊接变位机等设备。 我们在耐磨钢零部件加工方面拥有丰富经验,工艺涉及切割下料、卷圆、折弯、焊接、机加工。
上海志琪,竭诚为您服务。
营业务:耐磨钢板销售,零割下料,耐磨钢板加工,耐磨钢零部件、工程机械耐磨零
部件等装备零部件加工。主要设备: 火焰、等离子、激光切割机,数控加工中心、大型镗洗床、龙门铣床、数控车床、数控折
弯机、摇臂钻床、压力机、卷圆机,焊接机器人、焊接变位机等设备。 我们在耐磨钢零部件加工方面拥有丰富经验,工艺涉及切割
下料、卷圆、折弯、焊接、机加工。
我们使用的耐磨板均来自于世界生产企业:瑞典钢铁集团(SSAB)HARROX、德国蒂森克虏伯公司(Thyssenkrupp)XAR、
日本JFE钢铁JFE、德国迪林格钢铁(Dillinger)DILLIDUR、比利时QUARD0、芬兰RAEXi,国产NM400,NM450,NM500等。
前面一个熟悉的加工厂,在给客户切割加工一块国产耐磨钢板时,就遇到这样的问题。切割前耐磨板的平整度都是复合标准的,但是激光切割以后,耐磨板就出现了翘曲,平整度无法满足要求了。这个问题不止一位同行遇到,NM400是很常见的一种耐磨板,切割后常有此问题发生。
根据经验,发生这样问题愿意很多,比如NM400耐磨板在加工时淬火留下的内应力,开平内应力,切割温差产生内应力等。 这种问题一旦出现就很难处理,好结果也是赔偿客户。只有在加工时就避免这种情况的出现是好的解决办法。
在选择耐磨钢板时,尽量选择的耐磨钢板,因为耐磨板在加工时,工艺水平参差不一,生产出来的耐磨板在可加工性上差别还是很大。我们在加工进口耐磨板,例如瑞钢的悍达Hardox耐磨板时,就极少出现这种现象。但是一起其他耐磨板,就会遇到。这本身就有耐磨板的自身素质问题。
当然,很多时候并不是加工中心可以左右耐磨钢板的选择的,那就要从加工工艺上尽量避免出现问题了。正确的加工方式可以很大程度上避免出现问题。
加工时可以从两个方面尝试解决。
,翻个面试试,这个方法看似简单,但其实在加工过程中经常可以解决问题。因为淬火的不均匀,有时候耐磨板的上下面确实会有一些差异。
第二,调高激光切割的功率,加快激光切割的速度。这样做的目的,是尽量减少切割件不同区域的温差,耐磨板温差时间越长,越容易出现问题。
这两个方法很简单,虽然不能解决所有问题,但是却在不增加成本的同时大大减少耐磨板出现翘曲的可能。
耐磨钢板生产是一门有技术门槛的行业,例如ssab公司为了激光切割耐磨板不产生问题,研发了一项技术,dead-flat technology,翻译过来叫强力平整技术。我们不知道这项技术的具体方案,但是据说ssab的这种激光切割耐磨板比普通耐磨板贵超过20%
耐磨钢板的加工也是有一定技术门槛的,切割加工耐磨钢板尽量找的加工中心。因为耐磨板加工的要求比普通钢板更高。
螺柱焊是耐磨钢板加工时一种常用的工艺。
螺柱焊接是将直径2-25毫米的螺柱或柱状金属、低成本、全断面融合地焊接在金属表面的一种特种焊接工艺方法。此项技术的应用可替代一些传统的加工方法,例如:钻孔、攻丝、手工焊接、焊后处理等。
耐磨板焊接由于耐磨钢板的具有的合金元素配比,具有较低的碳当量,因此具有非常优良的可焊性。可以使用任何传统的手工焊接或自动焊的方法对其进行焊接。务择合适的焊丝,根据耐磨钢板的等级和室温做好焊前预热和焊后保温的工作。
所有的耐磨钢板具有高硬度和高屈服,如果材料本身没有问题的话,那就需要以下几点要注意:
1)机器吨位足够大,不能按照普通钢板来加工耐磨板。你能把机器给折裂证明你们机器吨位也够大了。Hardox500耐磨板硬度在布氏硬度500。
2)折弯加工对应的上模和下模开口很关键。耐磨钢板下模开口一般需要板厚的10-18倍左右,耐磨板折弯R角3-8倍。这个大小取决于材料的等级和折弯方向是平行还是垂直于轧制方向。







